![]()
La segunda prueba de filtración del NTU Terminator, realizada a finales de 2020, se llevó a cabo en un punto de la torre de refrıgeracıón en las instalaciones de nuestro cliente, una de las empresas líderes en la industria del poliéster. Las pruebas de filtración se realizaron a una presión de 2,6 bar, con un caudal de 3 m³ / h, utilizando filtros Filternox® NTU Terminator conectados en serie.
1. Diagramas de flujo
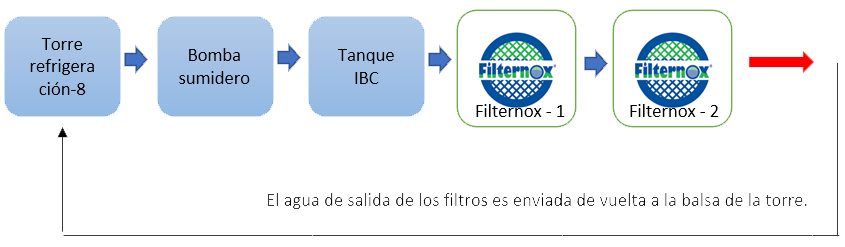
1.1. Filtración de la balsa en la torre de refrigeración X
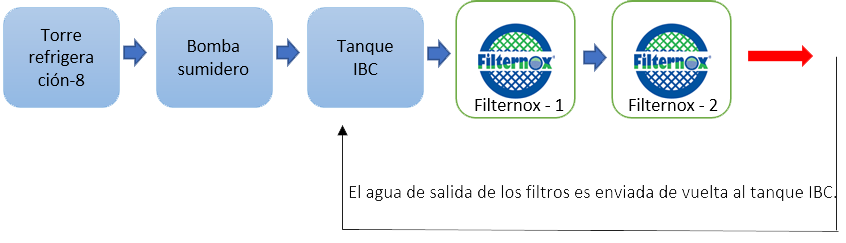
1.2. Filtración en la recirculación del tanque IBC en la torre de refrigeración X
2. Imágenes del sistema y muestras analizadas
2.1 Tests de filtración en la torre X
 |
 |
| Foto 1.1. Sistema de pruebas de filtración Filternox® |
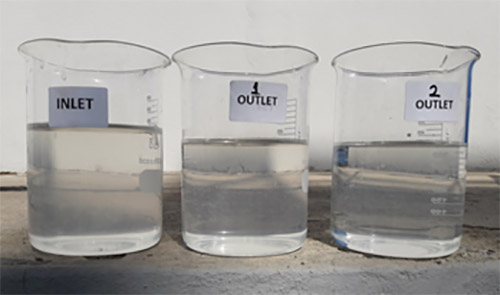
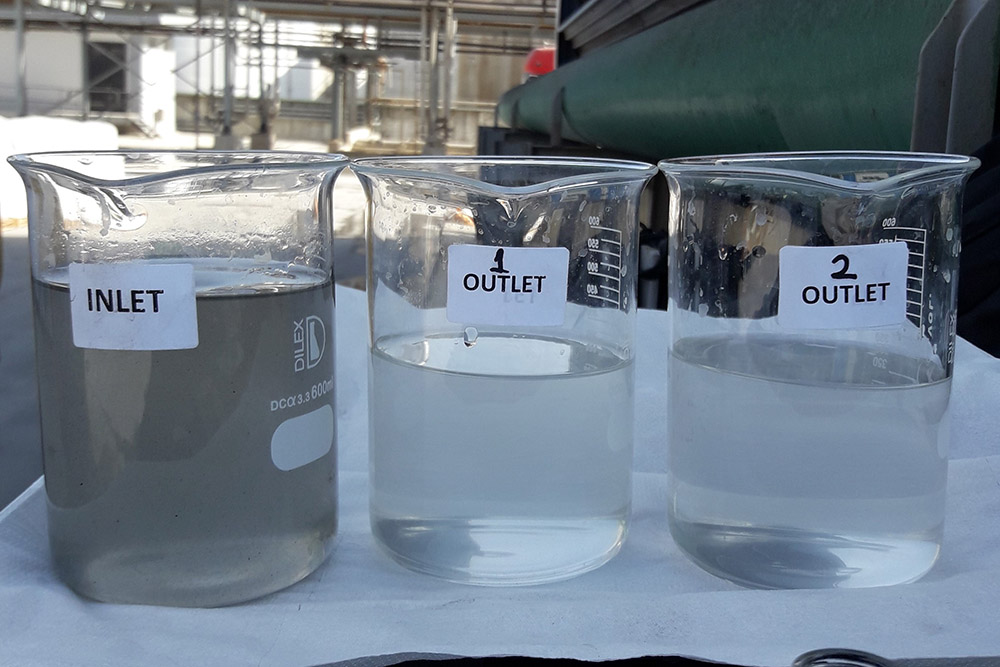
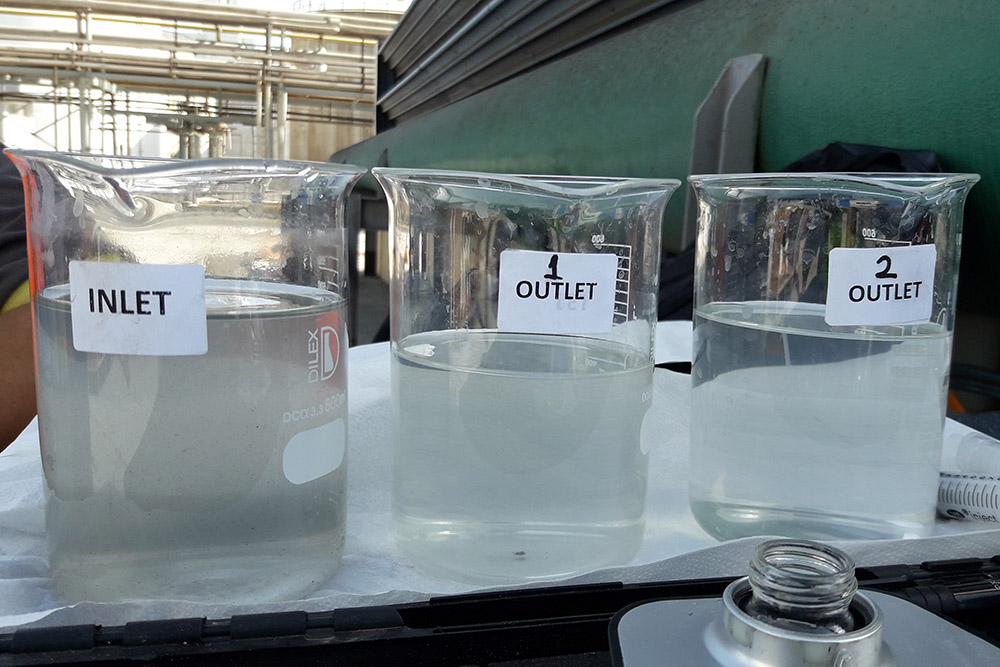
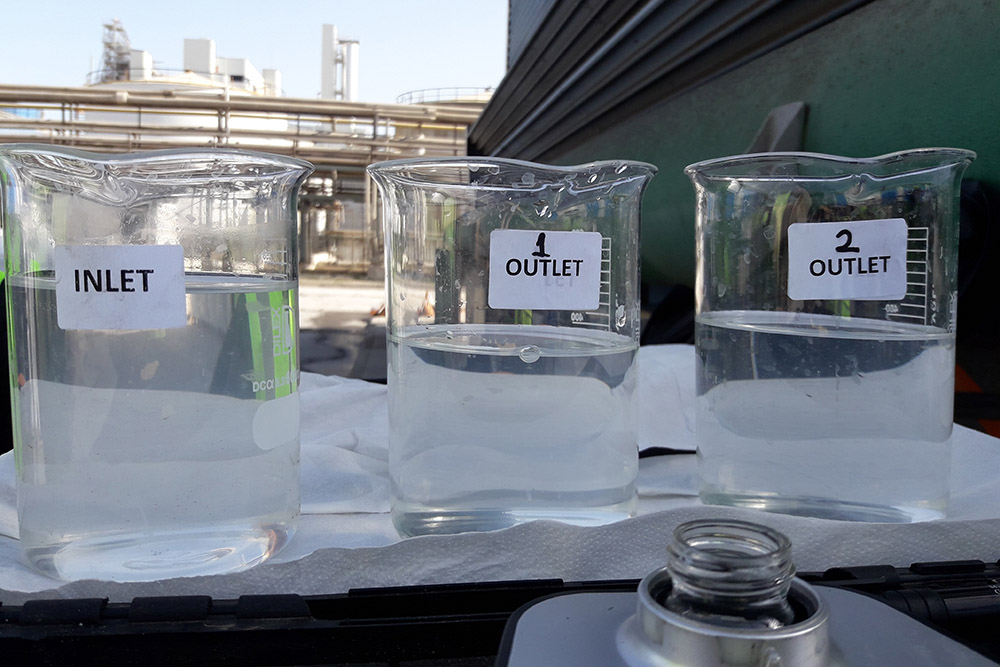
Foto 1.2. De izquierda a derecha – Muestras de agua de entrada del filtro 1, salida del filtro 1, salida del filtro 2 |
 |
| Foto 1.3. Muestras de los drenajes del filtro 1 y filtro 2 |
2.2 Pruebas de filtración realizadas durante la recirculación de 500L de agua introducida en el tanque IBC desde el fondo de la torre de refrigeración X
 |
 |
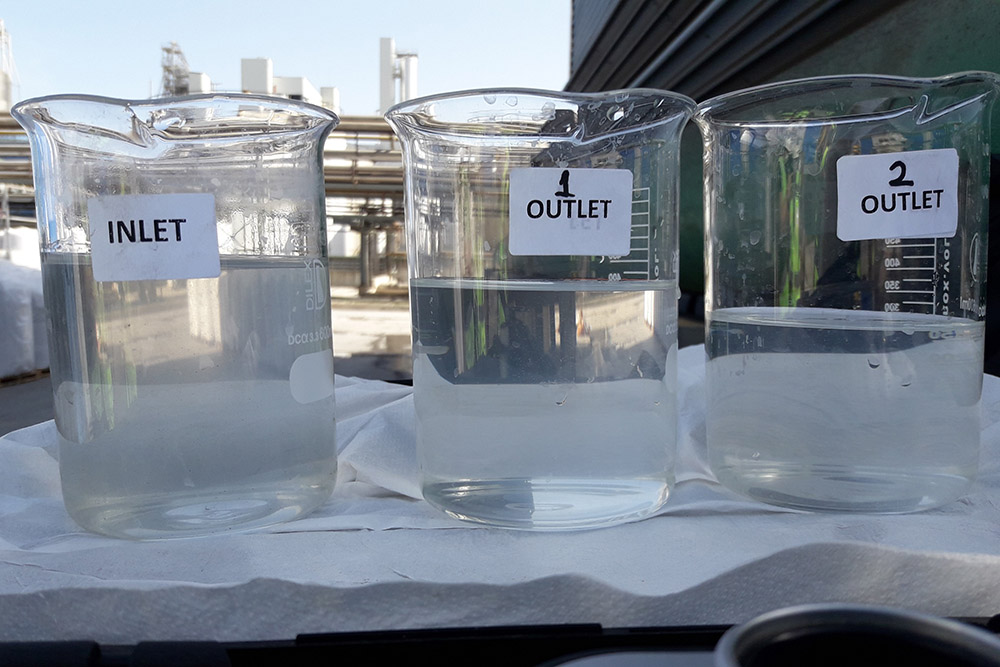 |
| Foto 2.1. La circulación comienza a las 11:20h (minuto cero) | Foto 2.2. Recirculación en el minuto 20 | Foto 2.3. Recirculación en el minuto 35 |
 |
 |
|
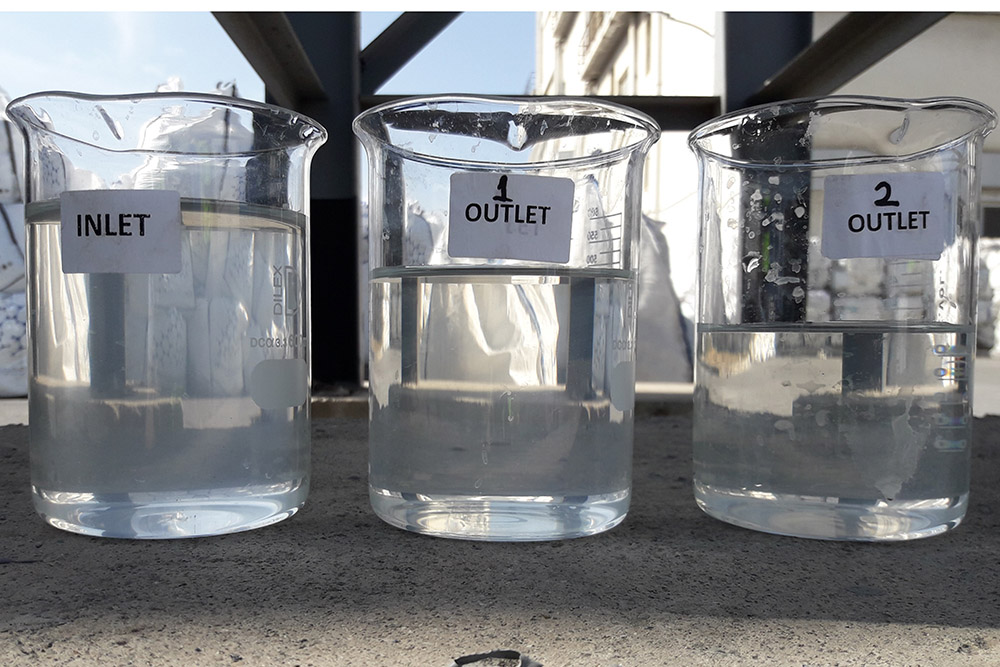
| Foto 2.4. Recirculación en el minuto 43 | Foto 2.5. Recirculación en el minuto 60 |
3. Conclusiones y evaluación
En las pruebas realizadas con los filtros Filternox® NTU Terminator;
Torre de enfriamiento X,
- Se logró una remoción promedio del 40% de sólidos en suspensión en una etapa y del 58% en dos etapas.
- La eliminación de la turbidez lograda en promedio fue del 48% en una etapa y 65% en dos etapas.
En recirculación de agua de la torre de refrigeración X llevada al tanque IBC de 500L,
- Como resultado de la circulación durante 1 hora del agua con un valor de TSS inicial de 134 ppm y un valor de turbidez inicial de 49 NTU, se observó que el valor de TSS disminuyó a 17 ppm y el valor de turbidez bajó a 7.22 NTU.
Como resultado de la filtración en el circuito de enfriamiento con el sistema de filtración Filternox® NTU Terminator:
- La vida útil del refrigerante de la torre aumentará
- Se reducirá la cantidad de productos químicos utilizados en el sistema
- Se reducirá la cantidad de agua de purga de la torre
- Se aumentará la eficiencia de enfriamiento
- Se evitarán paradas / interrupciones de trabajo innecesarias
- Se reducirán los costes de operación, mantenimiento y de energía
- La línea de enfriamiento estará protegida contra partículas
Con el tiempo, la EFICIENCIA DE REFRIGERACIÓN aumentará de manera significativa, como resultado de todos los beneficios mencionados anteriormente.
